Edição 111 – Abril de 2015
Artigo: Redes subterrâneas
Por Clay M. Martins, Adriana de Araujo, Neusvaldo L. de Almeida e Zehbour Panossian*
Solução associa proteção catódica com anodo galvânico e revestimentos orgânicos base epóxi de baixo teor de compostos orgânicos voláteis para aumentar a vida útil dos equipamentos e reduzir os custos operacionais das concessionárias de energia.
Transformadores elétricos subterrâneos estão constantemente expostos a condições de extrema corrosividade decorrentes de inundações periódicas das câmaras subterrâneas com águas contaminadas e aquecidas provenientes de chuvas, de eventuais vazamentos de tubulações de água de abastecimento, de esgoto ou ainda da água de lençóis freáticos. Nas regiões urbanas, normalmente, essas águas contaminadas com sujeiras associadas ao aquecimento decorrente da dissipação de calor dos transformadores podem torná-las muito agressivas aos materiais metálicos destes equipamentos. Mesmo quando essas câmaras não contêm água, a umidade relativa do ambiente mantém-se elevada, favorecendo a continuidade dos processos corrosivos. De maneira geral, a proteção anticorrosiva destes equipamentos é feita por meio de pintura com tinta à base de alcatrão de hulha, tinta esta que está em desuso devido à toxicidade de alguns componentes conhecidamente carcinogênicos, como benzeno, tolueno e xileno.
 Com o objetivo de aperfeiçoar o sistema de proteção anticorrosiva dos transformadores, o Laboratório de Corrosão e Proteção do Instituto de Pesquisas Tecnológicas de São Paulo em conjunto com a AES Eletropaulo desenvolveram um projeto de P&D, no âmbito da Aneel, denominado Proteção Anticorrosiva de Equipamentos Instalados em Câmaras Subterrâneas, Código 0390_015_2009, que associa proteção catódica com anodo galvânico e revestimentos orgânicos base epóxi de baixo teor de compostos orgânicos voláteis. A proteção catódica, quando adequadamente dimensionada, associada a revestimentos de bom desempenho é capaz de garantir uma vida útil aos equipamentos instalados em câmaras para além de dez anos, o que representa uma considerável redução nos custos operacionais das empresas concessionárias de energia elétricas. Este projeto foi desenvolvido por meio de ensaios em laboratório combinado com uma aplicação experimental diretamente em algumas câmaras representativas das condições reais de operação. Este trabalho apresenta a metodologia utilizada e os resultados obtidos.
Com o objetivo de aperfeiçoar o sistema de proteção anticorrosiva dos transformadores, o Laboratório de Corrosão e Proteção do Instituto de Pesquisas Tecnológicas de São Paulo em conjunto com a AES Eletropaulo desenvolveram um projeto de P&D, no âmbito da Aneel, denominado Proteção Anticorrosiva de Equipamentos Instalados em Câmaras Subterrâneas, Código 0390_015_2009, que associa proteção catódica com anodo galvânico e revestimentos orgânicos base epóxi de baixo teor de compostos orgânicos voláteis. A proteção catódica, quando adequadamente dimensionada, associada a revestimentos de bom desempenho é capaz de garantir uma vida útil aos equipamentos instalados em câmaras para além de dez anos, o que representa uma considerável redução nos custos operacionais das empresas concessionárias de energia elétricas. Este projeto foi desenvolvido por meio de ensaios em laboratório combinado com uma aplicação experimental diretamente em algumas câmaras representativas das condições reais de operação. Este trabalho apresenta a metodologia utilizada e os resultados obtidos.
Desenvolvimento
Metodologia
A metodologia adotada para o desenvolvimento do projeto consistiu em:
1. Selecionar e avaliar revestimentos de proteção anticorrosiva com desempenho similar ao do epóxi alcatrão de hulha e que fossem de baixo impacto ao meio ambiente e aos seres humanos (denominados de revestimentos ecologicamente corretos). Estes revestimentos foram avaliados em laboratório por meio de ensaios de caracterização, ensaio de desempenho e de espectroscopia de impedância eletroquímica – EIS.
2. Estudar comportamento de anodos galvânicos em condições de exposição típicas das águas existentes nas câmaras subterrâneas, determinar a corrente de proteção necessária para as várias águas, avaliar o alcance da proteção catódica galvânica, elaborar protótipo do sistema de proteção catódica e aplicação experimental.
Revestimentos selecionados e ensaios realizados
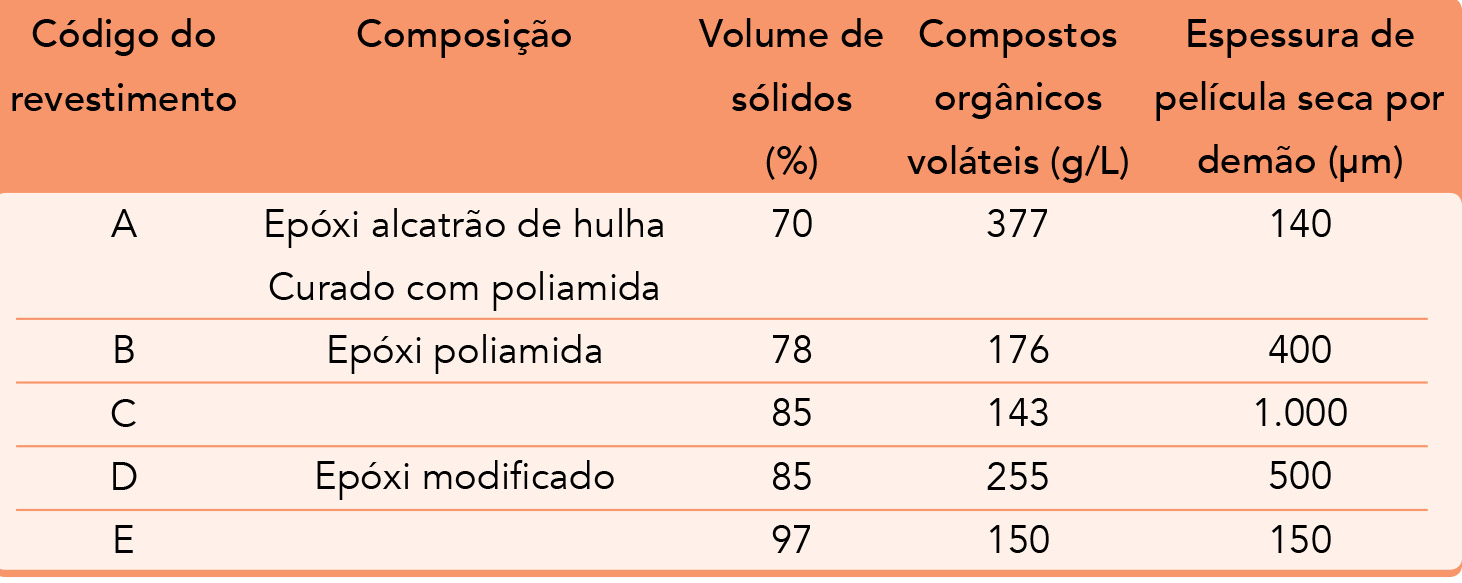
O estudo foi desenvolvido com quatro revestimentos, ecologicamente corretos, além do alcatrão de hulha, que era o revestimento utilizado pela AES Eletropaulo para a proteção de transformadores subterrâneos. As características destas tintas estão apresentadas na Tabela 1. Observa-se que as tintas identificadas como C, D e E contêm maiores teores de sólidos por volume, o que indica menor liberação de compostos orgânicos voláteis (VOC) na atmosfera (VOC / 340 g/L é o valor limite para revestimentos industriais, segundo a Environmental Protection Agency).
As tintas identificadas como D e E são Surface Tolerant e Damp Tolerant; isto é, podem ser aplicadas sobre superfícies com flash rusting e superfícies umedecidas. Já as tintas C e D são edge retention, isto é, possibilita obter maior espessura nas arestas dos equipamentos que são regiões críticas do ponto de vista da corrosão. Esta propriedade é particularmente importante no caso de transformadores, devido às características de projeto do equipamento.
Tabela 1 – Revestimentos selecionados
Preparação dos corpos de prova para ensaios em laboratório
Corpos de prova de aço-carbono SAE 1020 com dimensões de 10 cm x 15 cm foram limpos com água e solventes orgânicos para remoções de sais solúveis e óleo e, em seguida, foram jateados com granalhas de aço até obtenção de padrão visual Sa 2½ de acordo com a norma ISO 8501-1 e perfil de rugosidade de 50 µm. A aplicação do revestimento foi feita de acordo com as instruções dos boletins técnicos dos fabricantes, utilizando pistola convencional ou pistola air less. As bordas dos corpos de prova foram protegidas com uma sobre espessura de tinta epóxi convencional. Após a cura, foram feitas incisões nos revestimentos para avaliar a perda de aderência e o avanço da corrosão a partir da incisão.
Ensaios de laboratório para a avaliação de desempenho das tintas
Os seguintes ensaios foram realizados:
– Exposição à névoa salina, de acordo com ASTM B117 e imersão em solução de cloreto de sódio 5%: Estes ensaios tiveram duração de 3.000 h. Após os ensaios, os revestimentos foram avaliados quanto à ocorrência de corrosão e o avanço de corrosão na região da incisão de acordo com ISO 4628.
– Imersão em água contaminada: Este ensaio foi realizado em águas coletadas diretamente nas c
âmaras, com o objetivo de simular as condições existentes nas câmaras subterrâneas. Os ensaios tiveram duração de 3.600 h e foram realizados à temperatura de 70 °C. O desempenho dos revestimentos foi avaliado de acordo com a ISO 4628. Os corpos de prova foram fixados em suportes de PTFE colocados na base do béquer e foram parcialmente imersos, objetivando manter parte de sua superfície exposta ao espaço vapor. A Figura 1 mostra a montagem deste ensaio e a Tabela 2 apresenta as características da água selecionada para simular as condições de campo. Como na prática, os transformadores estão constantemente sujeitos a imersão e esse ensaio foi considerado fundamental para a seleção do melhor revestimento.
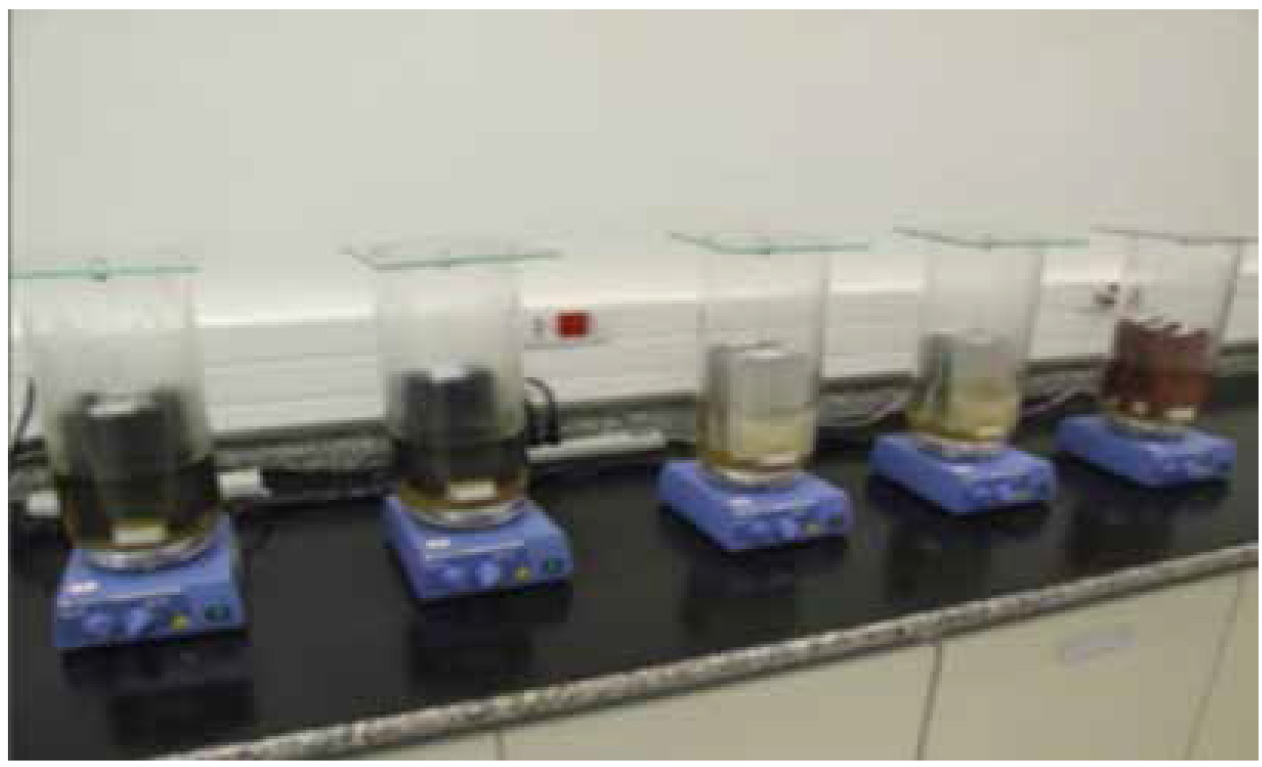
Figura 1 – Ensaio de imersão em água contaminada e aquecida.
– Espectroscopia de impedância eletroquímica (EIE): O ensaio de EIE permite avaliar alterações nas características de proteção por barreira dos revestimentos por meio da determinação do módulo da impedância e do ângulo de fase. Quanto maior a impedância e mais próximo de 90° for o ângulo de fase, mais efetiva é a proteção por barreira do revestimento. O ensaio foi realizado com amplitude de perturbação de potencial de 20 mV, em uma faixa de frequência de 105 Hz a 10-3 Hz. Foram utilizadas células convencionais de três eletrodos: um eletrodo de calomelano saturado como referência e, como contra-eletrodo, uma rede de platina de área estimada de 54 cm².
A área do eletrodo de trabalho (corpos de prova revestidos) foi de 16 cm² delimitada por um cilindro de vidro colado na superfície da placa. Os ensaios foram realizados antes e após os ensaios de névoa salina e os ensaios de imersão em cloreto de sódio. As Figuras 2 e 3 ilustram a montagem do ensaio.

Figura 2 – Ensaio de espectroscopia de impedância eletroquímica – Realização do ensaio em um dos corpos de prova.

Figura 3 – Ensaio de espectroscopia de impedância eletroquímica – Exposição dos corpos de prova em solução de NaCl 5%.
Ensaios para a seleção de anodo galvânico
Para selecionar o anodo galvânico mais adequado para as condições existentes no interior das câmaras subterrâneas, foram estudadas ligas de alumínio, de zinco e de magnésio. O ensaio foi realizado em um reator, no qual foram montados cinco corpos de prova de aço-carbono e um anodo de cada uma das ligas citadas anteriormente. Como meio de ensaio, foram utilizadas águas coletadas nas câmaras, cuja composição está apresentada na Tabela 2. Neste arranjo experimental, foram monitorados o potencial e a corrente galvânica entre os corpos de prova e o anodo galvânico. A Figura 4 mostra uma representação esquemática do reator, os acessórios e os cinco corpos de prova de aço-carbono na base do reator. A Figura 5 mostra uma vista do ensaio e detalhe do arranjo experimental.
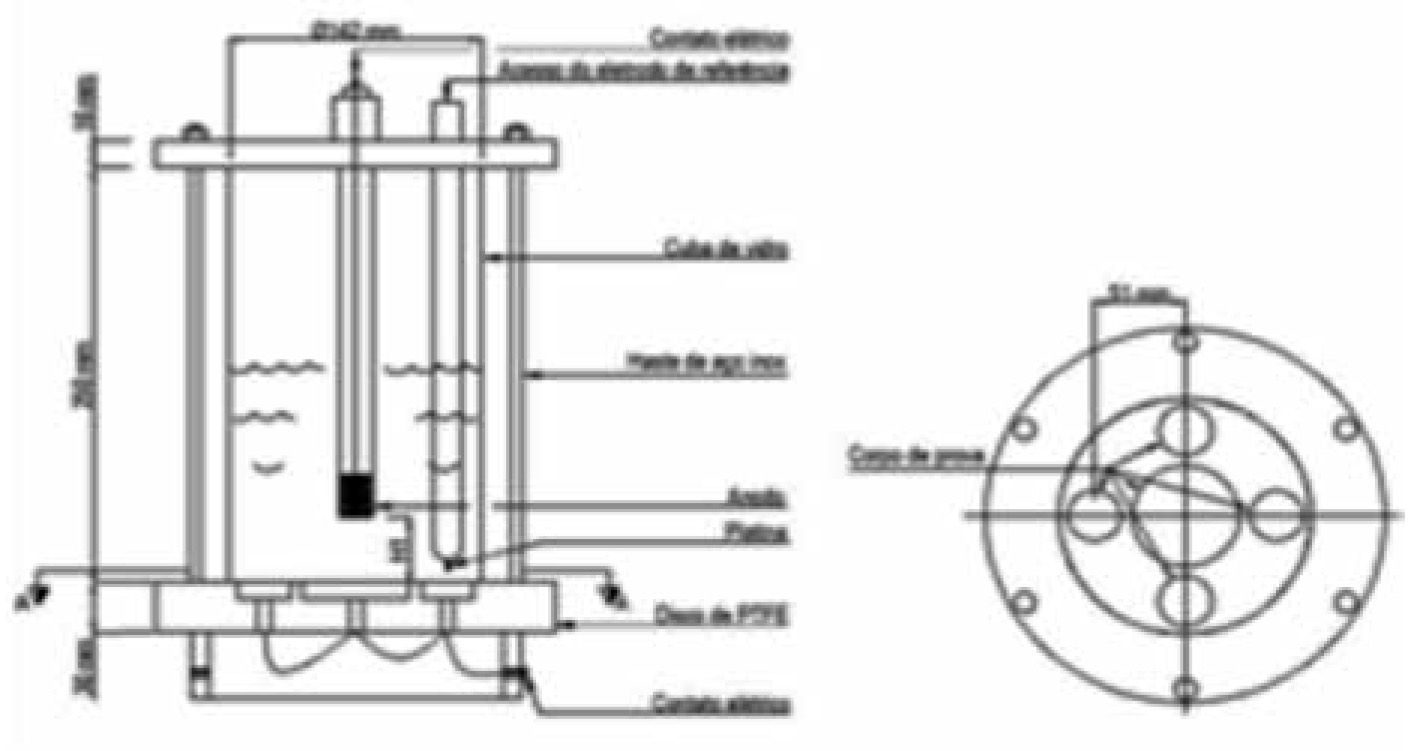
Figura 4 – Representação esquemática do reator para avaliação dos anodos galvânicos.
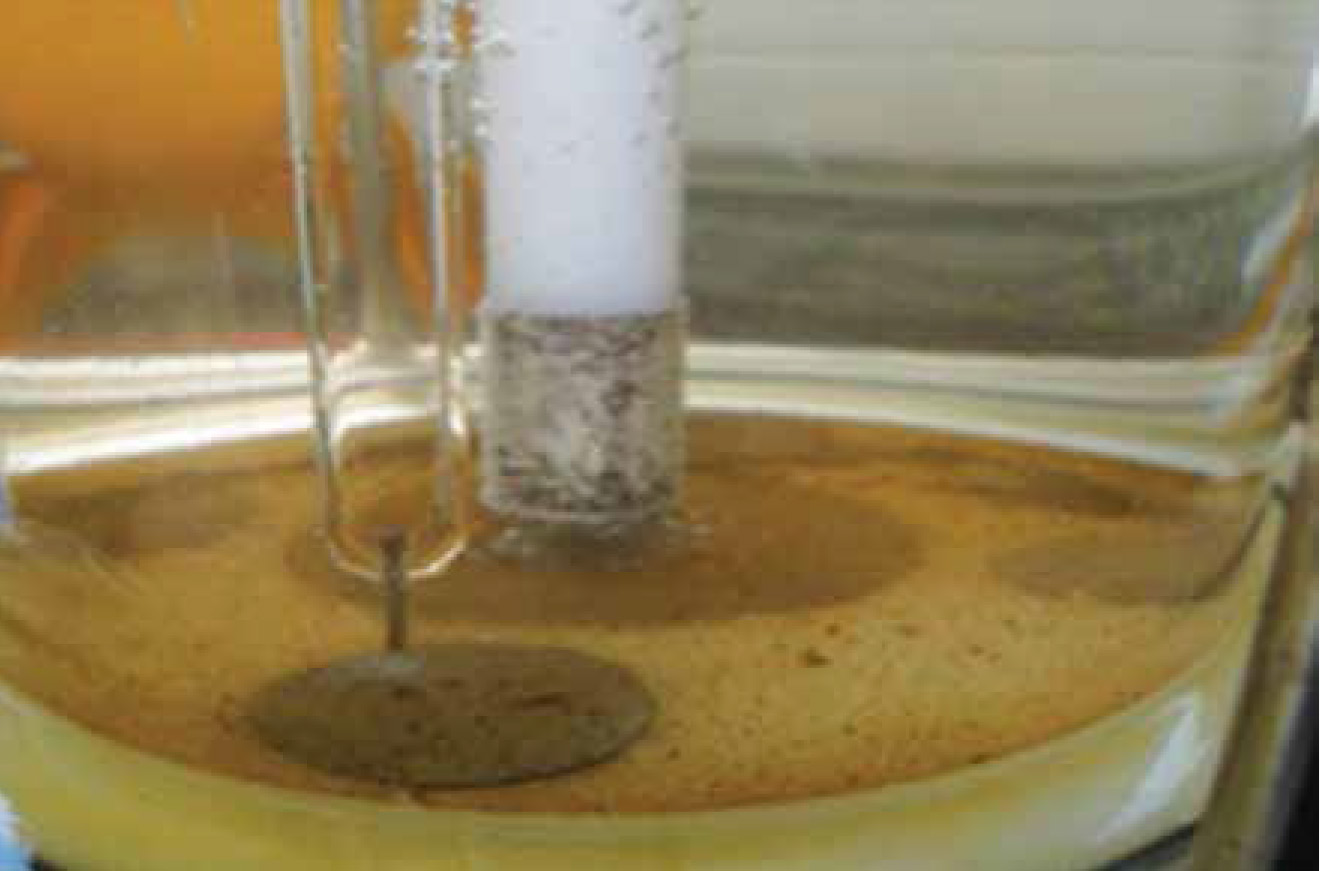
Figura 5 – Vista do ensaio para seleção do anodo galvânico.
Resultados e discussão
Nas Tabelas 2 a 5, apresentam-se os resultados dos ensaios de exposição em câmara de névoa salina, dos ensaios de imersão, dos módulos de impedância e do descolamento catódico, para todos os revestimentos, respectivamente.
Pela Tabela 2, observa-se que, no ensaio de névoa salina, todos os revestimentos apresentaram bom desempenho, com ligeira superioridade do revestimento C com menor avanço de corrosão na incisão. Com relação ao módulo de impedância, o revestimento C também apresentou desempenho ligeiramente superior ao dos demais revestimentos.
Tabela 2 – Resultados dos ensaios em câmara de névoa salina
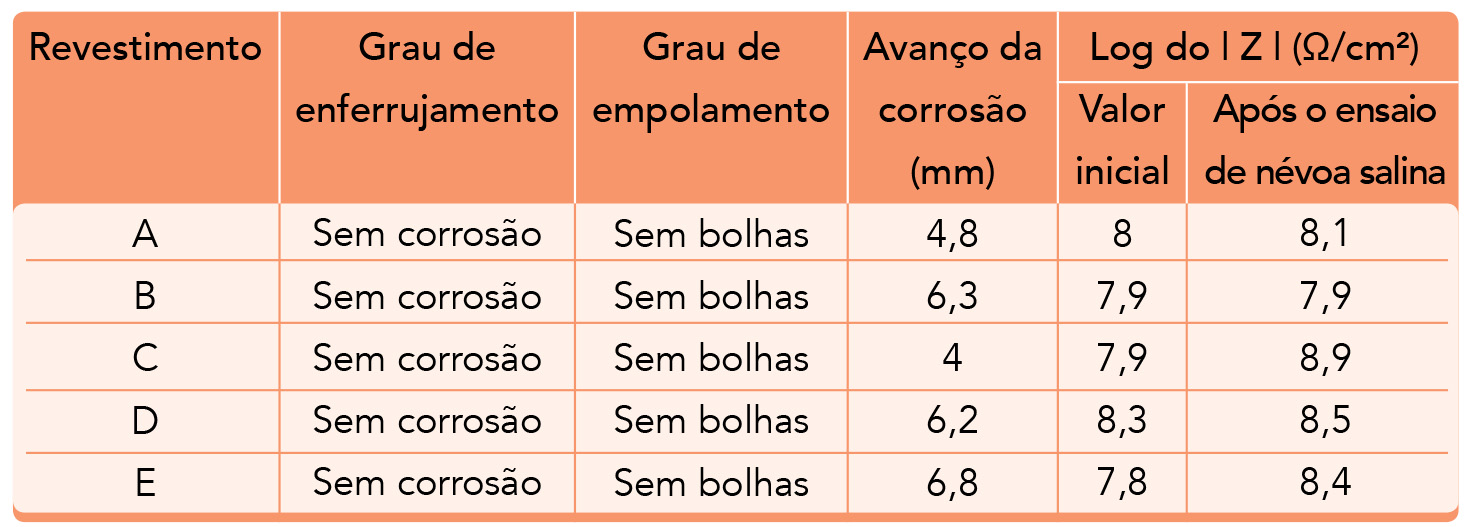
Tabela 3 – Resultados dos ensaios de imersão em solução de cloreto de sódio
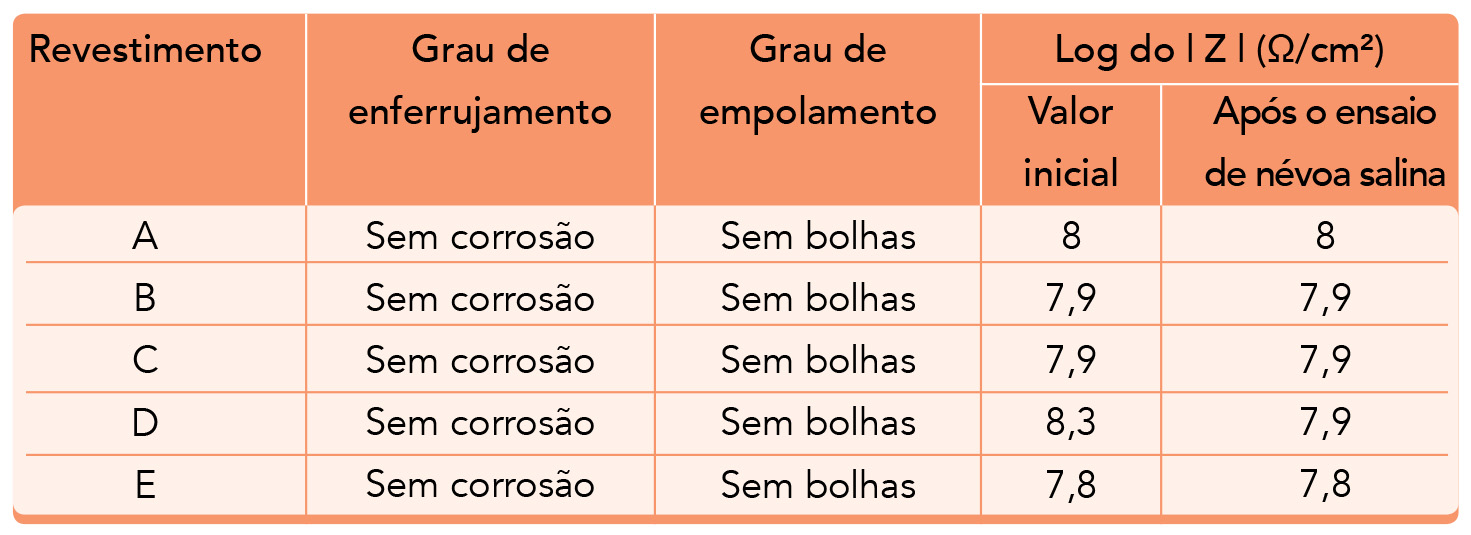
Tabela 4 – Resultados dos ensaios de imersão em água contaminada

Tabela 5 – Resultados dos ensaios de descolamento catódico
No ensaio de imersão em solução de cloreto de sódio, todos os revestimentos apresentaram bom desempenho, inclusive no ensaio de espectroscopia de impedância eletroquímica. Com base neste ensaio, não foi possível apontar o revestimento de melhor desempenho.
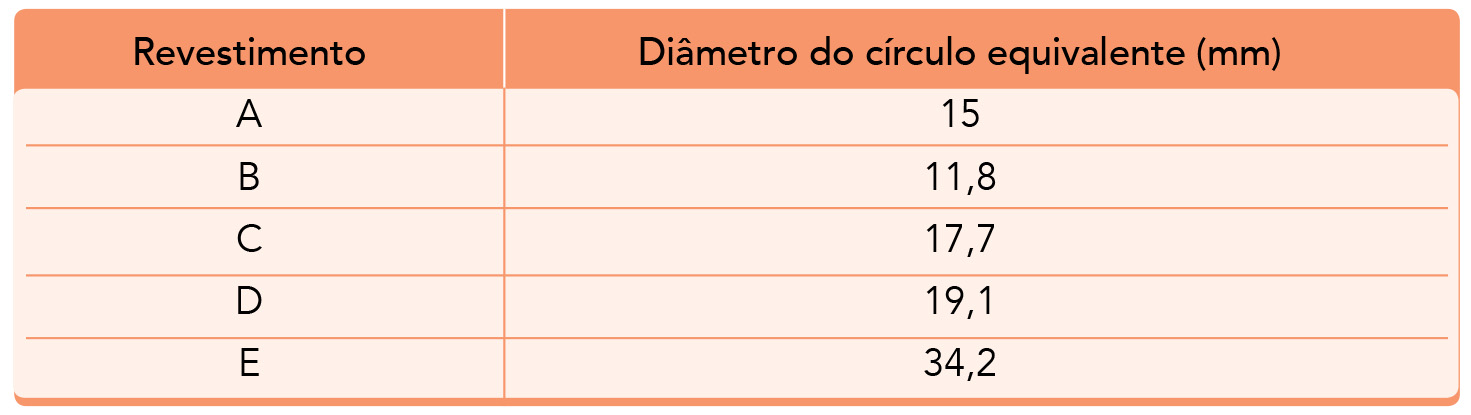
No ensaio de descolamento catódico, o revestimento E apresentou o pior desempenho. Os demais revestimentos apresentaram valores aproximados e inferiores a 20 mm que foi o valor de referência neste estudo. O menor valor de descolamento catódico foi do revestimento B, devido principalmente à existência de tinta de fundo &agra
ve; base de fosfato de zinco.

Figura 6 – Aspecto dos revestimentos após 3.600 h de imersão em água contaminada coletada em campo.
Com base nos resultados apresentados nas Tabelas 2 a 5, o revestimento C foi considerado de melhor desempenho e, portanto, o mais apropriado para proteção anticorrosiva dos transformadores subterrâneos. Além do desempenho superior, o revestimento C pode ser aplicado sobre superfície com flash rusting e umedecidas e também apresenta alta retenção nas bordas, o que representa uma vantagem importante para os equipamentos em estudo.
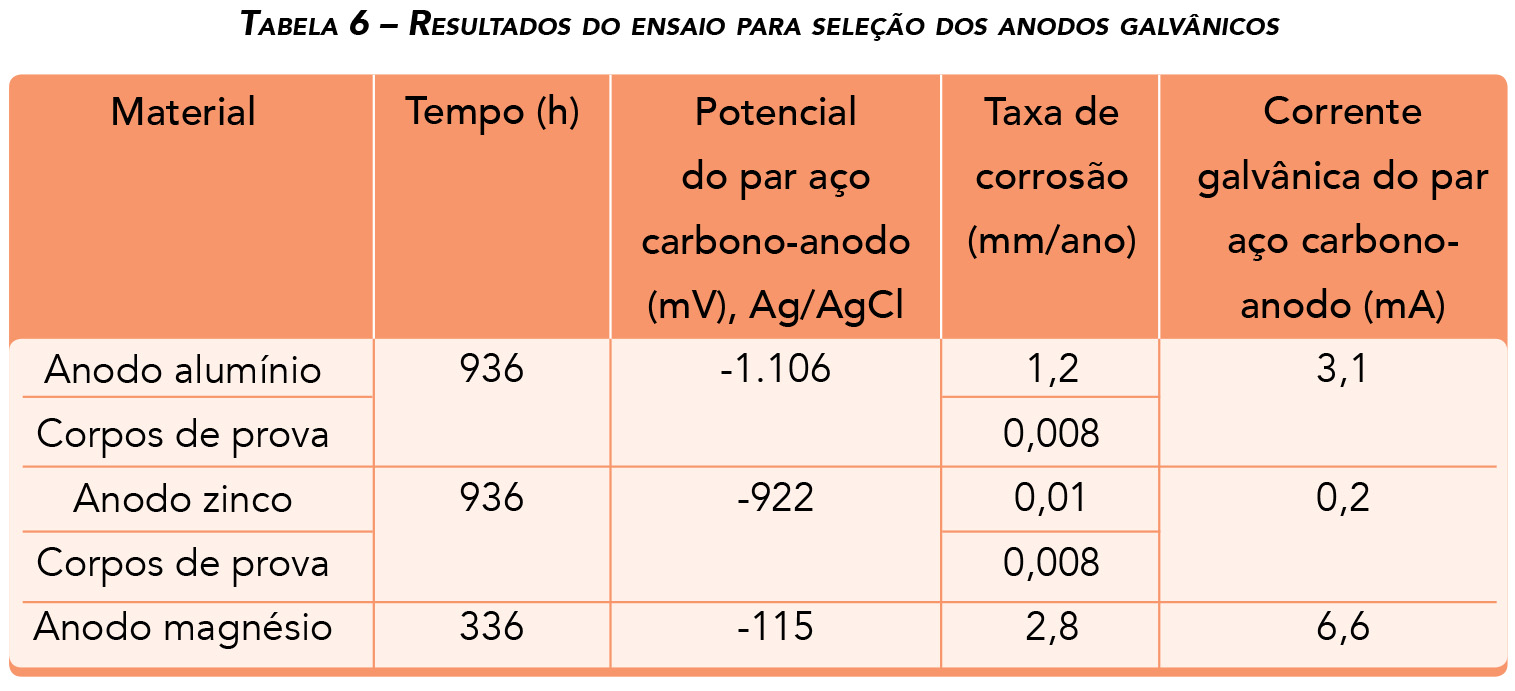
A Tabela 6 apresenta os resultados dos ensaios realizados com águas coletadas nas câmaras subterrâneas, para a seleção do anodo galvânico a ser utilizado no sistema de proteção catódica.
Tabela 6 – Resultados do ensaio para seleção dos anodos galvânicos
No ensaio de imersão em água contaminada, observou-se que o revestimento C apresentou desempenho superior ao dos demais. Este desempenho foi caracterizado pela não ocorrência de empolamento no revestimento após 3.600 horas de ensaio. Todos os demais revestimentos apresentaram empolamento com menos de 1.000 horas de ensaio. A Figura 6 apresenta o aspecto visual dos revestimentos após 3.600 horas de ensaio.
Pela Tabela 6, observa-se que os valores de potencial, para os três sistemas, foram mais negativos do que -850 mV medidos contra o eletrodo de Ag/AgCl, indicando potencial de proteção. A taxa de corrosão do anodo de magnésio foi muito elevada, comparada aos outros anodos, requerendo uma massa maior de anodo para igual período de vida útil. No caso do anodo de zinco, embora tenha apresentado baixa taxa de consumo, a corrente galvânica foi muito baixa, indicativo de que houve passivação deste anodo na água em estudo resultando em baixa eficiência. Com base nos resultados apresentados na Tabela 6, o anodo de alumínio foi considerado o mais indicado para compor o sistema de proteção catódica. As Figuras 7 a 9 mostram detalhes dos ensaios de laboratório para seleção dos anodos.
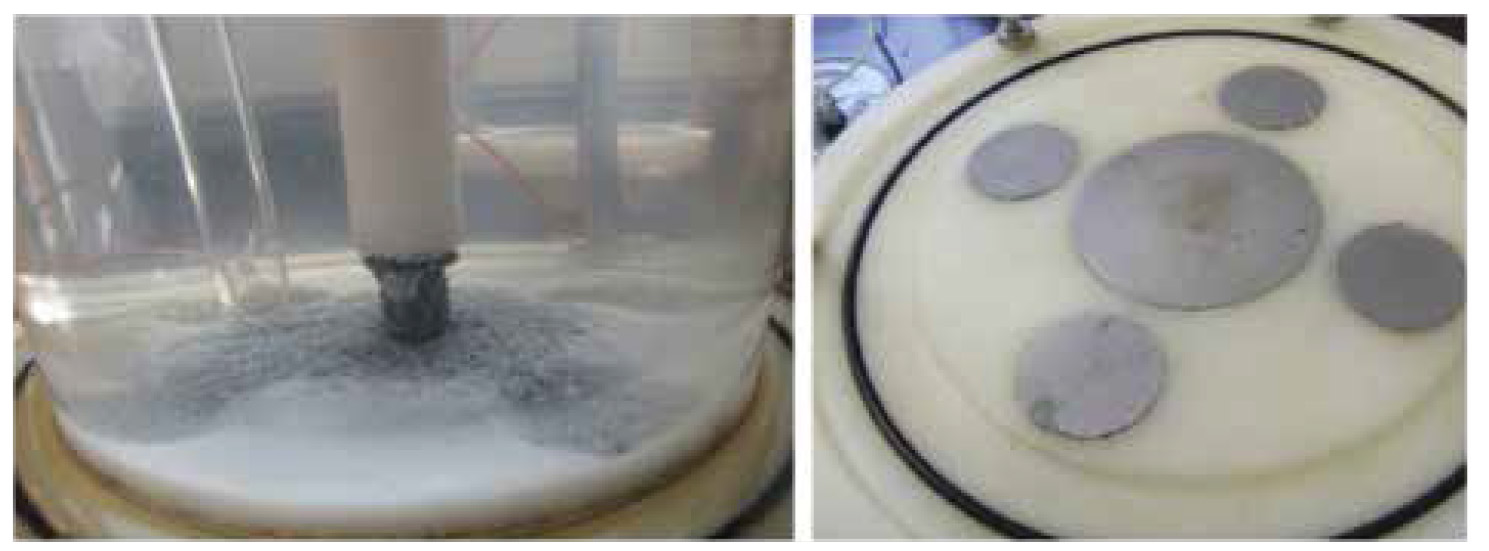
Figura 7 – Reator com anodo de magnésio, após 336 horas de ensaio. Observa-se uma grande quantidade de produtos de corrosão do anodo de magnésio, indicando alta taxa de consumo do anodo. À direita, notam-se corpos de prova sem corrosão indicando a eficiência do anodo.

Figura 8 – Aspecto do anodo de alumínio (à esquerda) e dos corpos de prova (à direita), após 936 horas de ensaio. A taxa de consumo do anodo foi intermediária e sem corrosão do aço-carbono.

Figura 9 – Aspecto do anodo de zinco e dos corpos de prova após o ensaio. Observa-se baixo consumo do anodo, mas houve corrosão do aço-carbono.
Ensaios em campo para avaliar o alcance da proteção catódica
Com base nos resultados obtidos em laboratório, foram montados ensaios com corpos de prova diretamente nas caixas subterrâneas para avaliar o alcance do sistema de proteção catódica. Os resultados obtidos confirmaram a eficiência do anodo de alumínio para a proteção catódica dos equipamentos. A AES Eletropaulo implementou em seus processos internos a aplicação do sistema de proteção catódica associado com revestimentos orgânicos de alto desempenho para a proteção dos equipamentos instalados em câmaras subterrâneas e agora com mais de um ano de aplicação, os resultados se mostraram satisfatórios, gerando revisão na especificação de compra e reforma de equipamentos a serem instalados em câmaras transformadoras. As Figuras 10 e 11 mostram o equipamento recuperado com os anodos galvânicos instalados e instalado em uma câmara transformadora com infiltração e sem corrosão do equipamento, apresentando apenas corrosão superficial do anodo após 18 meses de instalação, demonstrando o sucesso deste projeto.

Figura 10 – Vista de um equipamento recuperado com nova pintura e anodos galvânicos instalados.

Figura 11 – Transformador instalado em campo sem corrosão do equipamento.
Conclusões
Os resultados obtidos neste projeto permitiram obter as seguintes conclusões:
O anodo de liga de alumínio foi considerado o mais adequado para a proteção galvânica dos transformadores na condição de exposição à água contaminada com diferentes características.
Referências
*Clay Marcos Martins é engenheiro eletricista, com certificação ICQ em Gestão de Projetes e atua como coordenador técnico da Gerência de Gestão de Sistemas Subterrâneos da AES Eletropaulo.
Neusvaldo Lira de Almeida é físico e mestre em engenharia pela Universidade de São Paulo, pesquisador responsável pelo Laboratório de Corrosão
e Proteção do Instituto de Pesquisas Tecnológicas do Estado de São Paulo S.A. (IPT).
Adriana de Araujo é arquiteta e engenheira, mestre em Tecnologia das Construções pelo Instituto de Pesquisas Tecnológicas do Estado de São Paulo (IPT) e pesquisadora do Laboratório de Corrosão e Proteção do IPT.
Zehbour Panossian é física e doutora em Físico-Química pela Universidade de São Paulo. Atualmente, é diretora de inovação do Instituto de Pesquisas Tecnológicas do Estado de São Paulo (IPT) .
· MAHJOUB, B. et al. “Phase Partition of Organic Pollutants Between Coal Tar and Water Under Variable Experimental Conditions”, Water Research, v. 34, n. 14, p. 3.551–3.569, 2000.
· EPA – Environmental Protection Agency. Department of environmental, bureau of air quality control protection, Chapter 151: Architectural and industrial maintenance. Disponível em: <http://www.epa.gov/region1/top
ics/air/sips/me/2006_ME_ch151.pdf> Acesso em: 21 nov. 2010.
· ISO – International Organization for Standard, “ISO 8501-1: Preparation of Steel Substrates before Application of Paints and Related Products – Visual Assessment of Surface Cleanliness – Party 1: Rust Grades and Preparation Grades of uncoated Steel Substrates and of Steel Substrates and of Steel Substrates and Steel substrates after Overall Removal of Previous Coatings”, Geneva: ISO, 2007. 8 p.
· ISO – International Organization for Standard. “ISO 4628-2: Paints and Varnishes – Evaluation of Degradation of Paint Coating: Designation of Intensity, Quantity and Size of Common Types of Defect, Part 2: Designation of Degree of Blistering”, Switzerland: ISO 2003. 7 p.
· DIN – Deutsches Institut. “DIN ISO 4628-8: Paints and Varnishes – Evaluation of Degradation of Coatings – Designation of Quantity and Size of Defects, and of Intensity of Uniform Changes in Appearance – Part 8: Assessment of Degree of Delimitation and Corrosion Around a Scribe. Berlin: DIN, 2008. 11 p.
ASTM – American Society for Testing and Materials, “G8-96: Standard Test Methods for Coating Disbonding of Pipeline Coatings”, Pennsylvania: ASTM, 2011. 9 p.