Edição 112 – Maio de 2015
Aula Prática: Eficiência energética
Por Leandro Ávila da Silva e Rodrigo Augusto Neves*
Tendo em vista os altos custos da energia elétrica, empresas têm a eficiência energética como grande aliada para poupar eletricidade, otimizar processos e reduzir seus custos.
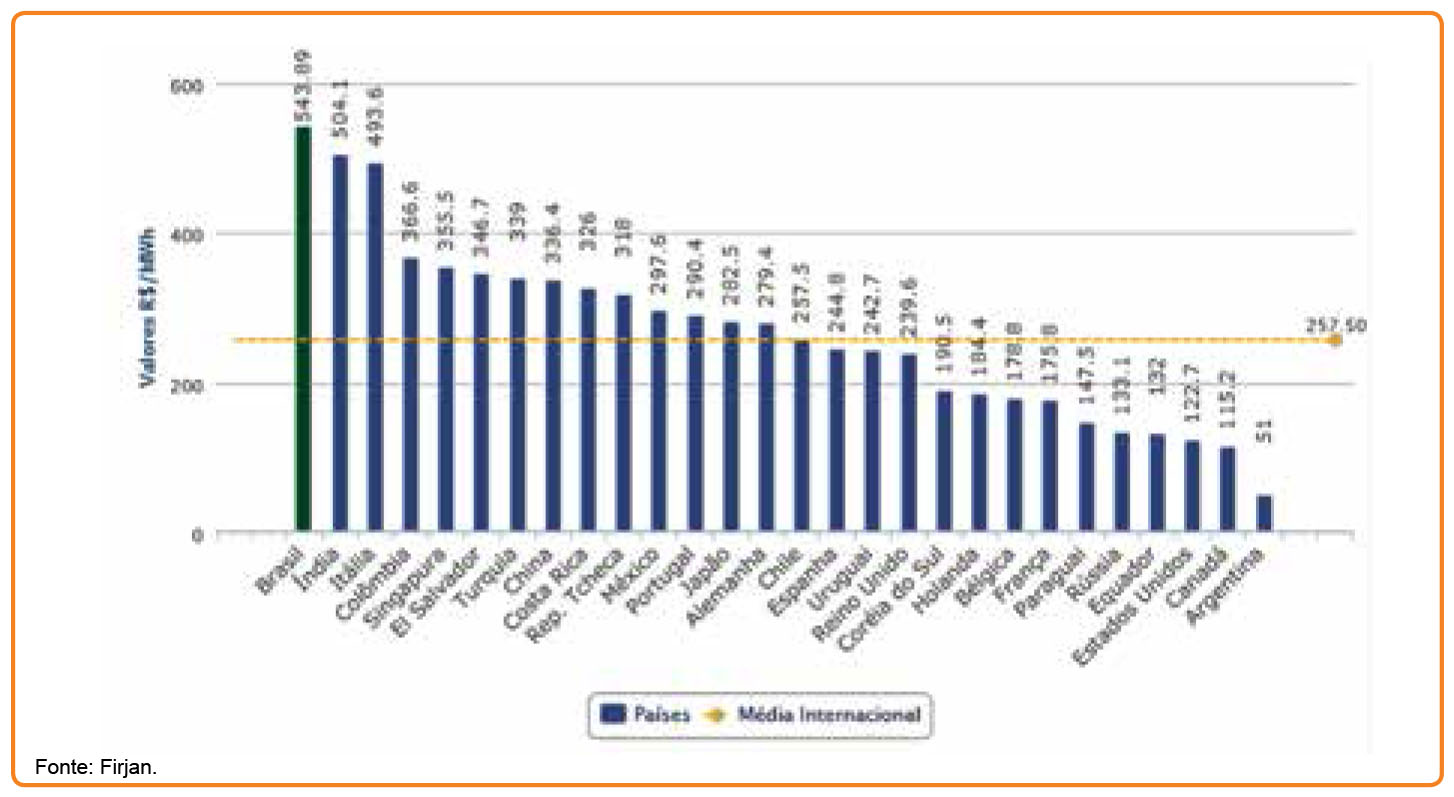
Obter eficiência na produção, principalmente gastando menos energia nos processos, sempre foi uma preocupação nos países desenvolvidos. No Brasil, apesar de termos há muito tempo custos elevados com energia elétrica, a maioria das empresas, salvas algumas exceções, está somente dando atenção a este tema agora, com os preços de energia disparados. Isso pode ser conferido no gráfico a seguir, que mostra nossa posição de destaque que não é motivo de orgulho, mas de muita preocupação e com necessidade de ações.
Gráfico 1 – Custo na energia para a indústria em 2015 em países selecionados
Este “relaxamento” em relação à eficiência energética nos levou à condição mostrada na Gráfico 2.
Gráfico 2 – Consumo total de energia para gerar cada dólar do PIB
Cálculos em quilograma equivalente de petróleo, base 2011
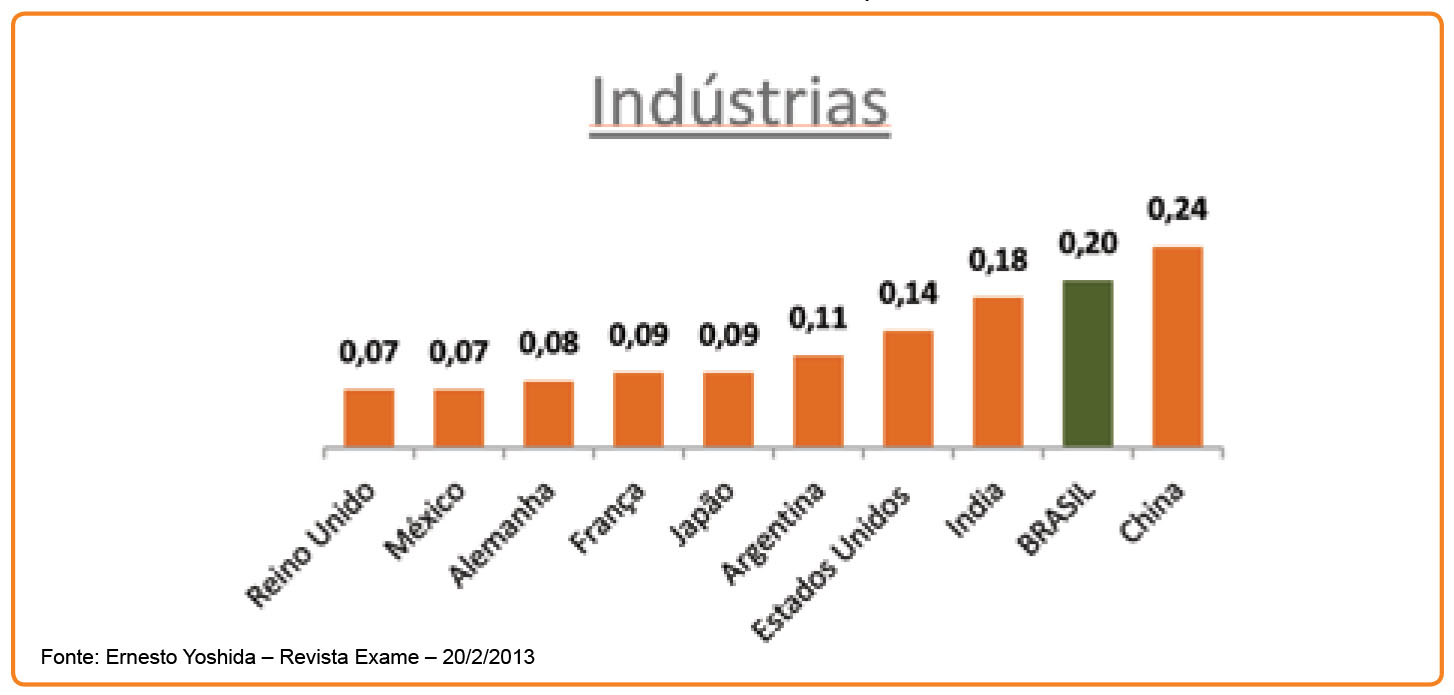
Gastamos muito mais energia do que quase todos os países considerados para gerar cada dólar do PIB na indústria. Ainda fazemos isso pagando a energia elétrica mais cara entre os países pesquisados e isso é um atropelo na competitividade da nossa indústria. A China, que no Gráfico 2 aparece atrás, tem feito muitos investimentos, mas nós desde 2013 até hoje não contamos com investimentos substanciais, ou seja, nosso indicador ainda pode ter piorado.
Esta situação também pode ser vista de outra forma, quando analisamos que a idade média de nosso parque industrial, segundo a Associação Brasileira de Manutenção e Gestão de Ativos (Abraman), em sua pesquisa nacional de 2013, é de 17 anos. Esta é a mesma idade média citada pela Associação Brasileira de Máquinas e Equipamentos (Abimaq), que também destaca que praticamente o dobro são de países desenvolvidos.
Em resumo, nossa indústria possui equipamentos mais antigos, que não possuem o mesmo nível de eficiência e automação, quando comparados aos países desenvolvidos. Temos a cultura do ajuste, da recuperação dos equipamentos, ao passo que, na Alemanha, por exemplo, o tempo médio de uso é de quatro anos. Assim, nosso estágio atrás da indústria mundial e nossos custos de energia elétrica exorbitantes colocam a indústria brasileira em um único caminho: aumentar a eficiência energética de seus processos.
Energia elétrica está presente em 100% das empresas, em qualquer segmento, com destaque às indústrias. Nestas também há um equipamento que se destaca por ser o maior consumidor de energia, o motor elétrico.
Gráfico 3 – Distribuição do consumo de energia elétrica por uso final na indústria

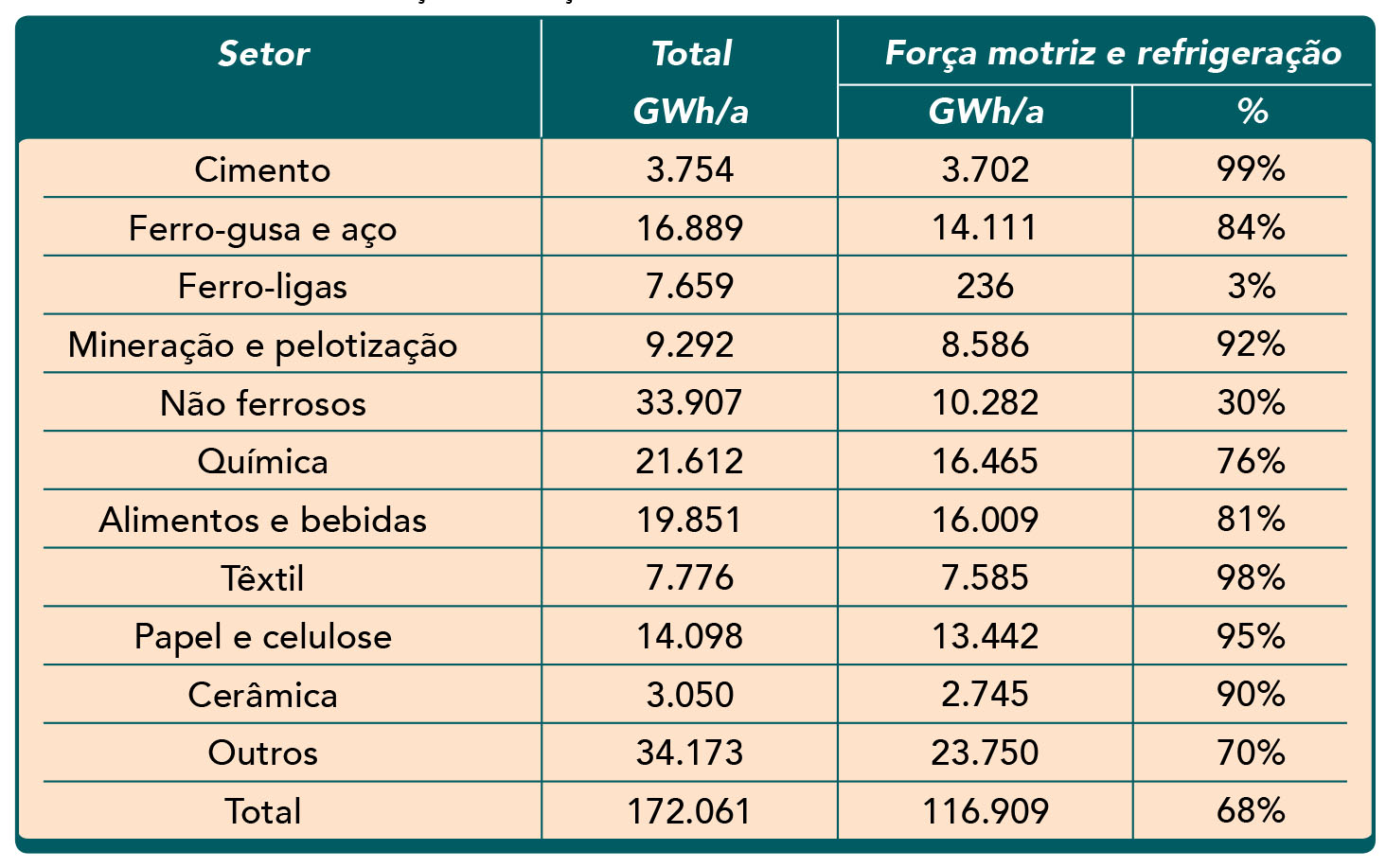
Detalhando por segmentos, observa-se que a oportunidade de ação sobre os motores elétricos pode ser ainda bem mais destacada, conforme a Tabela 1.
Tabela 1 – Participação da força motriz no consumo em eletricidade na indústria
A boa notícia é que, além de ser fácil identificar os maiores consumidores de energia elétrica da indústria, estes evoluíram fortemente ao longo dos anos e hoje podem proporcionar alta eficiência.

Figura 1 – Evolução tecnológica dos motores elétricos.
Estas oportunidades foram visualizadas pelo governo e tiveram ações como a Lei 10.295/2001 complementada pela Portaria 553/2005, que determinou a obrigatoriedade de níveis mínimos de rendimentos para motores elétricos trifásicos de 1 CV a 250 CV (a grande maioria do parque industrial brasileiro) fabricados a partir de dezembro de 2009 ou comercializados a partir de junho de 2010. Entretanto, a lei serve apenas para novas aquisições, nada determinado para o parque atual instalado, antigo e que é continuamente reparado mesmo após as queimas, as quais usualmente reduzem a eficiência original, que, nesse caso, já é ultrapassada.
A não atuação no parque instalado aponta grandes desperdícios. O estudo da PUC-Rio 2014, sob coordenação de Rodrigo Calili, mostra que o aproveitamento irregular de motores elétricos, principalmente pelo mercado de motores usados à margem da lei, provoca um desperdício de 7.000 GWh/ano, ou o equivalente à produção de uma usina do porte de Porto Primavera (1.540 MW de potência, considerando fator de capacidade 55%).
Segundo o Ministério de Minas e Energia (MME), Nota Técnica DEA 26/14 – EPE, nosso potencial de economia de energia elétrica na força motriz é de 15.050 GWh/ano. Isso é equivalente a uma usina de 3.086 MW de potência instalada, pouco menos do que a hidrelétrica de Jirau.
Diante de tudo isso, necessitamos efetivamente de ações práticas para mudar a realidade de nossas indústrias e aumentar sua competitividade. Em termos de eficiência energética, existem ações conhecidas, simples de identificar e também de aplicar.
Com mais de dez anos de trabalho em eficiência energética na indústria, a Weg mapeou de forma bastante objetiva as ações com os melhores retornos em força motriz. Estas se concentram nas seguintes soluções:
Substituição de motores
É a ação mais abrangente a se aplicar em uma pl
anta industrial, contemplando o maior número de equipamentos e, assim, proporcionando uma maior redução de demanda, além de promover a atualização do parque fabril.
Quanto maior a idade dos motores, as horas de operação e o custo da energia, maiores serão os benefícios a serem obtidos. A avaliação é simples, basta levantar os dados dos motores e realizar a comparação, pois existem ferramentas disponíveis no mercado brasileiro. A Weg, por exemplo, disponibilizará, a partir de julho, um novo software bastante amigável na utilização e com fornecimentos de relatórios completos, permitindo aos clientes que façam suas próprias análises.
Redimensionamento de motores
Além da atualização do parque fabril, o redimensionamento traz o diferencial de promover uma redução de consumo de energia ainda mais acentuada. Um motor superdimensionado consome muito mais energia do que um motor com a potência correta porque trabalha em uma condição diferente daquela para a qual foi projetado, consumindo energia além do necessário. Se isso for somado ao fato de ser um motor com nível de eficiência inferior, o desperdício é muito acentuado – um motor deve trabalhar utilizando entre 75% e 100% de sua potência para ter a melhor eficiência. É comum nos casos em que se faz a adequação de potência obter-se economias de até 14% no consumo de energia. Motores superdimensionados também operam com um fator de potência muito baixo e ingressam no pelotão dos causadores de multa nas faturas de energia, exigindo investimento e adequação das instalações para correção do fator de potência.
As causas de motores com sobra de potência são as mais variadas. Vão desde a falta de registro da instalação de um motor de maior potência em uma situação de urgência, sem correção posterior e que se perpetua. Em projetos antigos, a ocorrência é comum pela falta de recursos de dimensionamento adequados à época e também pelo “coeficiente de segurança” exagerado – situação que se repete mesmo em projetos recentes. Modificações de processo e produto também são causas fortes, pois a condição original de projeto é alterada. Projetos antigos muitas vezes empregam motores de grande potência para conseguirem partir cargas de alta inércia, operando, após a partida, com grande sobra. Com os recursos atuais, estas situações são contornadas por métodos de partida mais eficientes, como soft starter e inversor de frequência, permitindo utilizar motores de menor potência.
Um sintoma do desvio são os motores operando “frios”, o que é um encanto para as equipes de manutenção, mas, na verdade, é um indicador de que há muita folga em sua operação, acarretando nas consequências anteriormente descritas.
Reduzir a potência de um motor muitas vezes não requer modificações na base ou acoplamento, pois um mesmo tamanho de carcaça abrange mais de uma potência. No entanto, é uma atividade que deve ser realizada com critérios, assegurando-se de que as condições mais críticas do processo serão avaliadas. Dependendo do tipo de equipamento que é acionado pelo motor, o acompanhamento de uma partida também pode ser necessário.
De qualquer forma, é uma grande oportunidade a ser explorada. Uma boa diretriz é investigar os motores que operam com uma corrente muito abaixo de sua corrente nominal.
Sistemas industriais
As soluções em sistemas são as ações que proporcionam as maiores reduções de consumo de energia e eficiência energética. São uma combinação de motores de alta eficiência com controle de rotação por inversores de frequência, o que acentua muito a economia de energia do conjunto, pois o motor passa a entregar somente o esforço necessário ao trabalho, sem desperdício.
Entretanto, esta dupla de motor e inversor tem de estar ligada ao processo, de modo que sua variação seja automática. A princípio, isso seria um complicador, mas há diversas soluções que podem ser trabalhadas, como as indicadas a seguir:
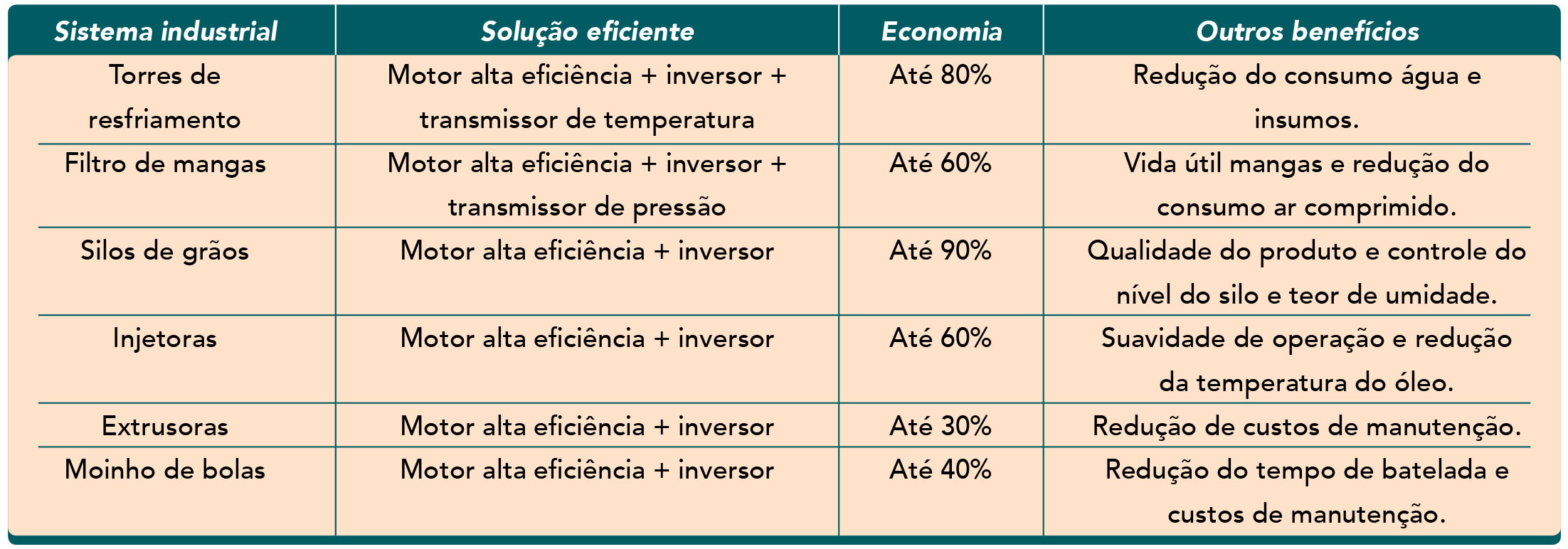
Tabela 2 – Soluções de eficiência energética em sistemas industriais
Diagnósticos realizados na indústria, com base em mais de 50 mil casos, apontam que, em média, 71% dos motores de uma indústria podem ser otimizados, com uma economia média de 9%. Em 22% deles é possível aplicar a variação de velocidade, elevando a economia média nestes equipamentos para 30%.
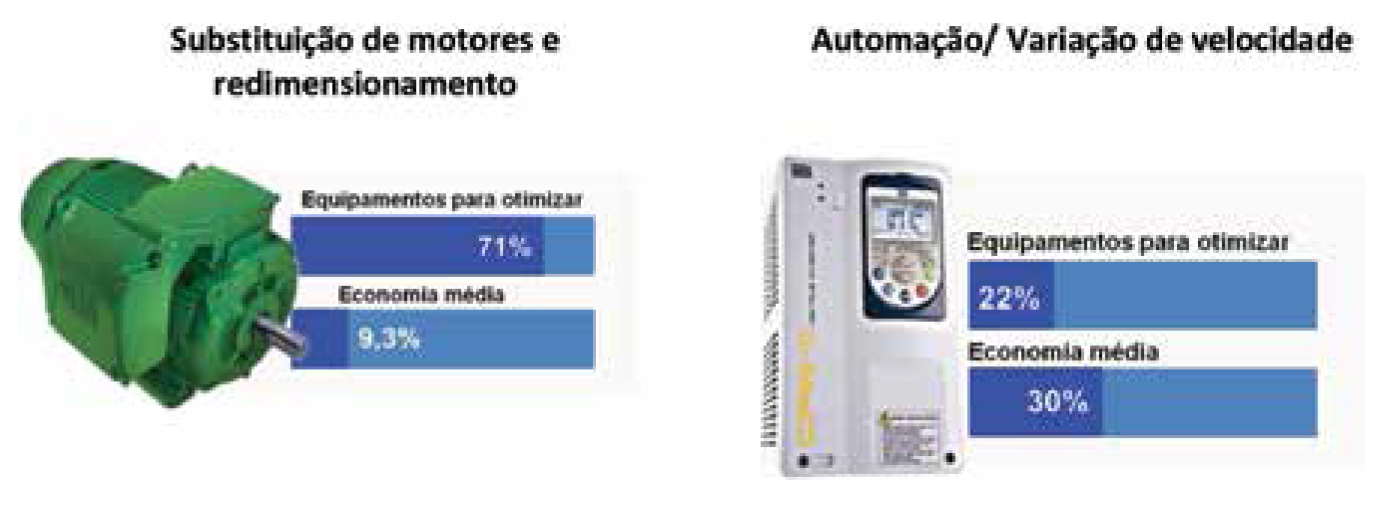
Figura 2 – Diagnósticos realizados na indústria. Fonte: Weg.
São números e resultados expressivos que atraem os corpos técnicos, mas muitas vezes esbarram nos tomadores de decisão, responsáveis pela parte financeira. Porém, o importante é que estes retornos, quando avaliados segundo indicadores financeiros como TIR (Taxa Interna de Retorno) e VPL (Valor Presente Líquido), usuais para a tomada de decisão, mostram-se bastante atrativos em comparação com outros investimentos possíveis. É necessário que as avaliações sejam equalizadas e os investimentos medidos pelas mesmas regras. É muito comum hoje em nossa indústria encontrar corpos técnicos com a diretriz: o projeto tem de se pagar em um ano para ser aprovado. Isso pode até acontecer, mas é raro, como certamente é raro para outros investimentos usuais da empresa. Essa é uma situação que tem levado muitas empresas a perderem boas oportunidades.
Se o investimento em eficiência energética ainda for realizado com financiamento, é perfeitamente possível equalizar a economia de energia pagando as prestações do financiamento – é a realização dos investimentos “sem colocar a mão no bolso”.
Diante de tudo isso ainda pode-se acrescentar que eficiência energética é a fonte de energia mais limpa e mais barata disponível. Mais limpa porque é a energia que deixa de ser produzida, portanto, sem nenhum impacto, somente com benefícios, além de mais barata também quando bem executada. Os números da Figura 3 mostram a comparação nos projetos do Programa de eficiência Energética (PEE), da Agência Nacional de Energia Elétrica (Aneel), realizados pela Centrais Elétricas de Santa Catarina (Celesc) na indústria como motores elétri
cos e inversores. É mais barato fazer ações assertivas em eficiência energética (conservação de energia) do que investir na expansão do sistema.
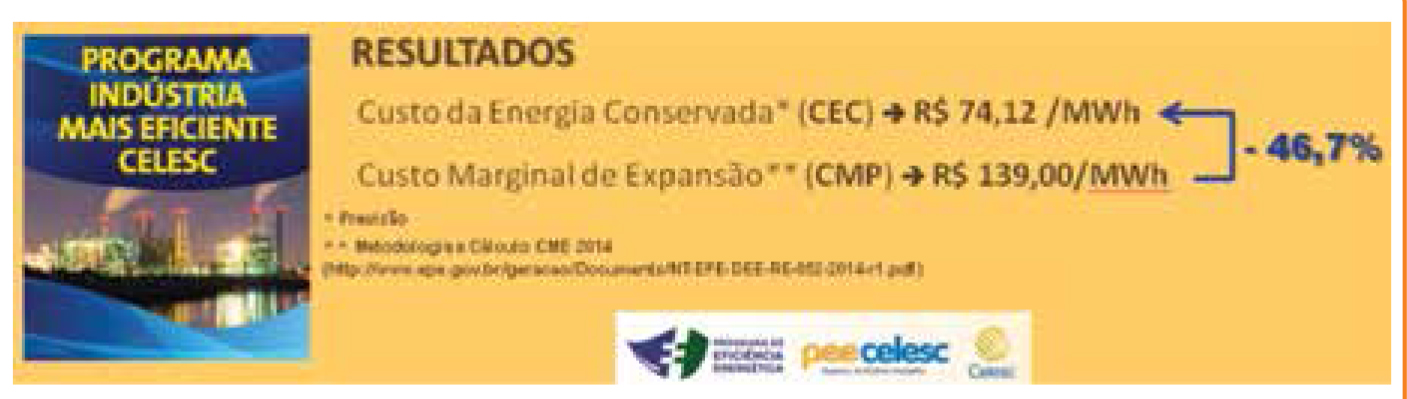
Figura 3 – Resultados de projetos realizados pela Celesc em programas de eficiência energética (PEE/Aneel).
Resumindo, a força motriz é a essência das indústrias e assim consome a maior parcela da energia elétrica. As ações possíveis são conhecidas e de fácil aplicação e podem também trazer benefícios extras, além da economia em energia elétrica.
Um bom exemplo destas oportunidades é descrito a seguir na solução Weg para torres de resfriamento, sendo um equipamento comum em vários segmentos industriais, como também no comércio e em instalações prediais. A seguir, segue o conceito de sistematização e de fácil replicação.
Eficiência energética em torres de resfriamento
A torre de resfriamento é um equipamento amplamente utilizado na indústria para a realização da troca térmica da água, em que há máquinas ou sistemas cuja temperatura necessita de controle, seja para a qualidade da produção ou para a rotina operacional dos equipamentos (Figura 4).
O processo de resfriamento é realizado com o recebimento da água aquecida do processo, que é gotejada na parte superior da torre e desce lentamente por meio de “enchimentos”, cuja finalidade é aumentar a área de contato, em contracorrente com uma corrente de ar frio. No contato direto das correntes de água e ar ocorre a evaporação da água, realizando, assim, a transferência de energia entre os fluxos (Figura 5).

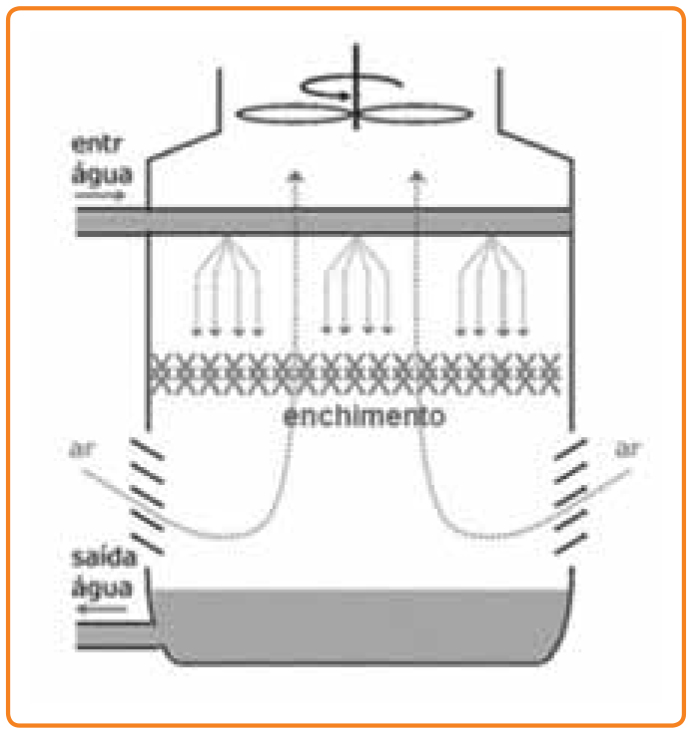
Figura 4 – Torre de resfriamento. Figura 5 – Processo de resfriamento.
Torres de resfriamento são dimensionadas a partir dos valores de vazão e temperatura da água a ser resfriada, e como padrão são projetadas em função da maior temperatura de bulbo úmido do local de instalação.
Entretanto, durante o ano, o valor médio da temperatura pode ser menor que a considerada devido às condições climáticas do local. Variações de processo devido a sazonalidades de produção e diferenças de temperatura durante o tempo de operação (turnos diurno e noturno) também podem fazer a temperatura média real ficar abaixo da estimada no projeto.
Tais variáveis podem fazer a torre de resfriamento operar “sobredimensionada”, resfriando a água mais do que o processo solicita e, portanto, consumindo energia elétrica de forma desnecessária. Este cenário pode ser mudado com o controle da temperatura da água por meio de um sensor e de um controlador, cujo sinal é transmitido ao inversor de frequência, que varia a rotação do motor elétrico de alta eficiência do ventilador, insuflando mais ou menos ar (Figura 6).
Dado que o ventilador é uma carga centrífuga, a potência solicitada responde a uma relação cúbica da rotação, podendo então resultar em significativa redução no consumo de energia do motor elétrico (Figura 7). Atenção deve ser dada ao limite de rotação mínima possível ao motor elétrico (ponto que deve ser observado por suas características e também da instalação) e à correta parametrização do sistema remoto (inversor de frequência e controlador de temperatura).
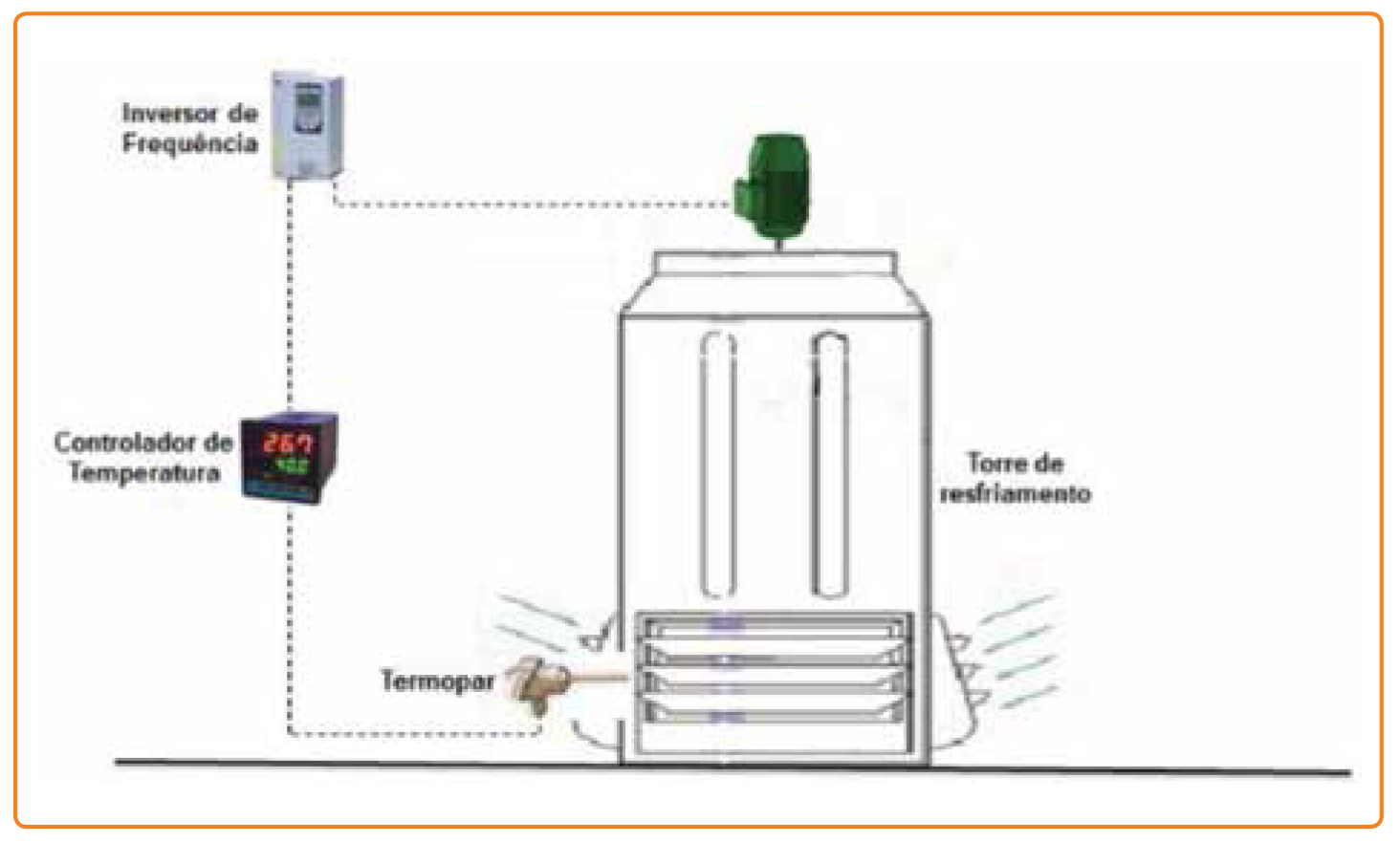
Figura 6 – Torre de resfriamento automatizada.
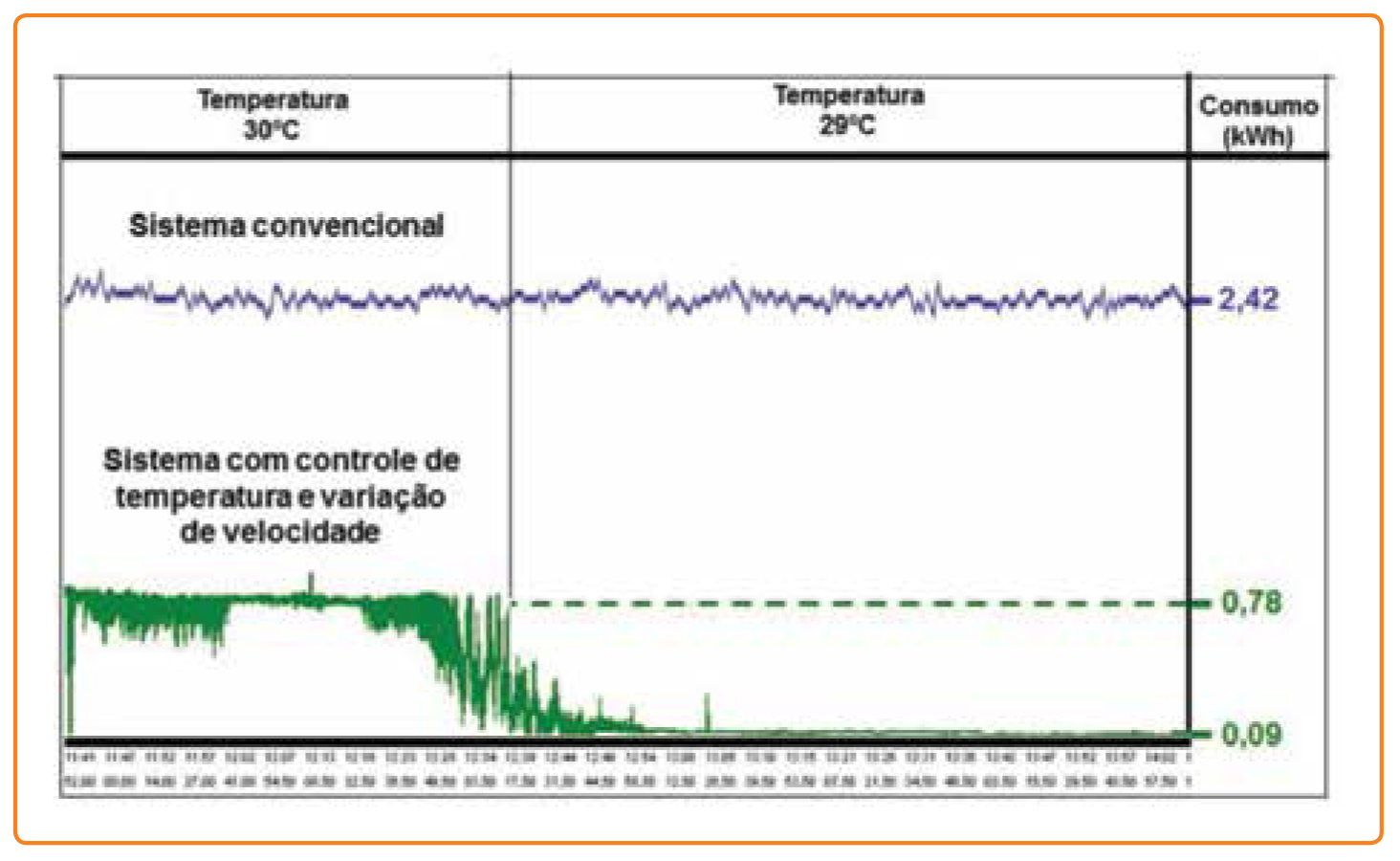
Figura 7 – Significativa redução no consumo de energia do motor elétrico.
Benefícios da aplicação:
Além da redução do consumo de energia e os ganhos citados anteriormente, a aplicação apresentou uma expressiva economia de outro item valioso, a água. Houve uma redução de 22% no consumo deste insumo. Após a implementação da solução, o ventilador passou a controlar a temperatura da água de acordo com a real necessidade do processo e, por consequência, a evaporação, que antes ocorria em excesso, diminuiu, gerando ganhos em economia de água.
O resultado indicou uma economia de 1.170 litros de água ao dia, o equivalente a 427 mil litros de água ao ano. Estes ganhos foram avaliados com especial atenção às diferenças no volume de produção de cada período, utilizando as mesmas bases para comparação.
Equipamentos necessários:
*Leandro Ávila da Silva é chefe do Centro de Negócios de Eficiência Energética (CNEE) WEG. É engenheiro mecânico pela Universidade Federal do Rio Grande do Sul, especializado em Gestão Empresarial pela FAESA/ ES e Desenvolvimento de Líderes pela Fundação Getulio Vargas | www.weg.net/eficienciaenergetica
*Rodrigo Augusto Neves é engenheiro eletricista do Centro de Negócios de Eficiência Energética (CNEE) WEG. É graduado em engenharia elétrica pela Universidade do Vale do Paraíba (UNIVAP) em São José dos Campos (SP), com pós-graduação em Gestão de Projetos pela PUC Curitiba (PR) |www.weg.net/eficienciaenergetica